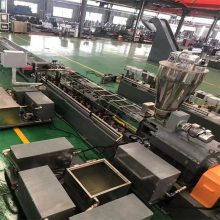
| 加工定制:否 | 品牌:佳德 | 型号:JDL-75B |
| 类型:螺杆造粒机 | 可造粒直径:71mmmm | 生产能力:350-680Kg/h |
| 主电动机功率:132KW | 外形尺寸:75m | 重量:62,4kg |
| 规格:40:1 |
内饰隔音毡片材代加工_内饰隔音毡片材代加工
阻尼隔音片材代加工_阻尼隔音片材代加工平静隔音吸音棉 以工业橡塑为主要载体,添加多种规格的隔音颗粒,氮气发泡成型,灰黑色外观。***特色的是针对汽车噪音的异型吸音槽设计。防火、防水、柔软、恢复性强,底面刷胶粘贴起到止震作用;正面被微型吸音孔和异型吸音槽覆盖,阻尼隔音片材代加工对不同频率及波长的噪音高效过滤。集成了止震、隔音、吸音功能,满足车用降噪材料轻量化、环保等所有要求,由高分子树脂(乙烯-醋酸乙烯共聚物)为主要原料,添加特种助剂,经特种设备加工而制成的一种高粘度薄膜材料片材,***又称其为改性“EPDM夹胶玻璃胶片”1. 熔点胶片的熔点决定于原材料的熔点,原材料的熔点一般为60-70度。熔点只是胶片刚刚开始改变其状态的温度,绝不是加工温度。2.保存1勿重压,一般堆放两层,不能超过三层2)避光,室温不宜超过40度3)勿靠近热源。4)胶片打开后请及时使用,如未用完,请密封。储存期不宜超过九个月。5)封边剂,玻璃胶等附属材料在使用***定要充分确认其腐蚀性。这些材料中可能含有引起膜与玻璃脱落的材质。3.加工工1)普透胶片的加工温度为110-120度,部分写真纸不耐高温,建议客户该用低温度加工,温度为100-110度,保温时间由加工层数决定,两层玻璃的保温时间一般为45分钟左右,层数越多,保温时间越长,一般为每增加一层,保温时间延长8-10分钟。2)高透胶片的加工温度为120-130度,在此温度段内,温度越高,所需的保温时间越短,透明度也越高。

所以也不要低于1.0hr/ 润滑剂,一般用硬脂酸。其实它没多大作用,就是让练料时,不粘机器。用多了反而不好,因为它能降低分之间摩擦力,使大多数物理性能都降低。*0.5Phr。后面会给大家介绍EVA发泡中的辅料添加。
的密炼机密炼机混炼的胶料质量好坏,除了加料顺序外,主要取决于混炼温度、装料容量、转子转速、混炼时间、上顶拴压力和转子的类型等。1、装料容量 即混炼容量,容量不足会降低对胶料的剪切作用和捏炼作用,甚至出现胶料打滑和转子空转现象,导致混炼效果不良。反之,容量过大,胶料翻转困难,使上顶拴位置不当,使一部分胶料在加料口颈处发生滞留,从而使胶料混合不均匀,混炼时间长,并容易导致设备超负荷,能耗大。因此,混炼容量应适当,通常取密闭室总有效容积的60%~70%为宜。密炼机混炼时装料容量可用下列经验公式计算:Q——装料容量,Kg;K——填充稀疏,通常取0.6~07;V——密闭室的总有效容积,L; ρ——胶料的密度,g/cm3。 填充系数K的选取与确定应根据生胶种类和配方特点,设备特征与磨损程度、上顶拴压力来确定。NR及含胶***的配方,K应适当加大;合成胶及含胶率低的配方,K应适当减小;磨损程度大的旧设备,K应加大;新设备要小些;啮合型转子密炼机的K应小于剪切型转子密炼机;上顶拴压力增大,K也应相应增大。另外逆混法的K必须尽可能大。2、加料顺序 密炼机混炼中,生胶、炭黑和液体软化剂的投加顺序与混炼时间特别重要,一般都是生胶先加,再加炭黑,混炼至炭黑在胶料中基本分散后再加入液体软化剂,这样有利于混炼,提高混炼效果,缩短混炼时间。液体软化剂过早加入或过晚加入,均对混炼不利,易造成分散不均匀,混炼时间延长,能耗增加。液体软化剂的加入时间可由分配系数K确定。硫黄和超速促进剂通常在混炼的后期加入,或排料到压片机上加,减少焦烧危险。小药(固体软化剂、活化剂、促进剂、防老剂、防焦剂等)通常在生胶后,炭黑前加入。生胶塑炼是通过机械应力、热、氧或加入某些化学试剂等方法,使生胶由强韧的弹性状态转变为柔软、便于加工的塑性状态的过程。生胶塑炼的目的是降低它的弹性,增加可塑性,并获得适当的流动性,以满足混炼、亚衍、压出、成型、硫化以及胶浆制造、海绵胶制造等各种加工工艺过程的要求。掌握好适当的塑炼可塑度,对橡胶制品的加工和成品质量是至关重要的。
隔音毡:
隔音毡:/
塑料颗粒造粒机代加工 /contents/236/97.html
PLA聚乳酸生物降解改性料造粒机 /contents/236/93.html
PE料造粒机代加工 /contents/238/72.html
塑料挤出机代加工 /contents/238/74.html